
���P���������ˇ�������x��
2017-5-5 20:46:53 �c����
�(zh��n)����Ԫ�β��P�����˾�L�ڃ�(y��u)�ݹ���(y��ng)��(y��u)�|(zh��)�(zh��n)����Ԫ�β��P�����˾�L�ڃ�(y��u)�ݹ���(y��ng)��(y��u)�|(zh��)304���P䓰������P���ĥ�������P䓽z �����P䓹ܡ����P䓰塢���P��䓡����P䓺��z�����P��䓡����P��䓡�ģ��䓡����P����ǰ������P����A�����P䓮���䓡�ģ��䓡����P䓟o�p�ܡ�(li��n)ϵ�Ԓ��0511-85038877 ��13952847112 ����:0511-85083338��http://m.lntlxsd.com
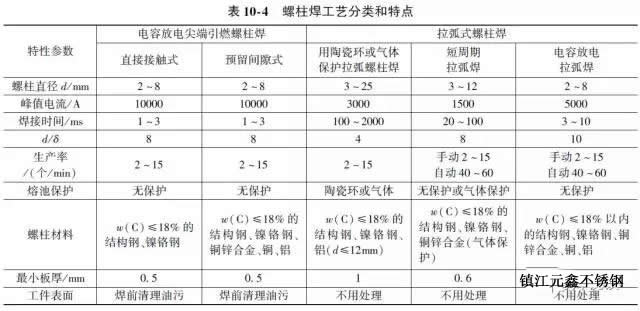
ISO 4063 ���ղ����^�̵IJ�ͬ�� �����P��������֞���ݷ�늼����ȼ������������ʽ�������ɴ������ݷ�늼����ȼ��������������(j��)늻���ȼ�r������늼���c�������g϶��r�֞�ֱ�ӽ��|ʽ������ȼ�g϶ʽ�ɷN������ �����������t�������մɭh(hu��n)����w���o��������������������������������ݷ���������������N��ˇ��
�@Щ��ˇ�����ڌ��H��������ô�x���أ�
��ݷ�늼����ȼ������������ʽ���������c������ ****��(y��ng)�÷���Ҳ�в�ͬ���ھ��w��(y��ng)�����x�ӷ���������(j��)�ǣ� �ٱ���������ȣ� �ڲ��|(zh��)�� �۾o�̼��ijߴ硣
���� ֱ�����ڣ����� ������һ�����������^�� �m�ϲ����մɭh(hu��n)����w���o��������ˇ���mȻ�մɭh(hu��n)����w���o��������ˇ���Ժ���ֱ���� �� �������� �����������ǣ����� ���µ��������m�ϲ�����ݷ�늼����ȼ����������ݷ�����������������������
���� ���ڣ����ã�����~ ������ �ĽY(ji��)��(g��u)䓡���t䓲��ϵ��������ӣ� �����x����һ��ˇ�����nj����X���X�Ͻ��~���~�Ͻ�Ϳ�ӱ�䓰�ͮ��N���ٲ��ϵ���������ò�����ݷ�늼����ȼ�����������������������
���� ��ͬ��������ˇ���_���Ĺ�������� ������ֱ���� �ı�����ͬ�� ���ڰ���� ���µĹ�����ò�����ݼ�˷������������ݷ�����������������������
������⁃�� �o���˸��N��������ˇ�����c�͑�(y��ng)�÷����� �ڹ�ˇ�������x���п��ԅ�����
- ��һƪ�����P䓷֕��l(f��)��2017��1�����Ї����P䓴�䓽y(t��ng)Ӌ��(sh��)��(j��) 2017/5/5
- ��һƪ��6��2�ՏU���P��������g��(d��o)�x 2012/5/23